According the SimaPro software, the inventory analysis results are obtained in the tables form then they are represented in histogram form which are given in
Fig. 5.
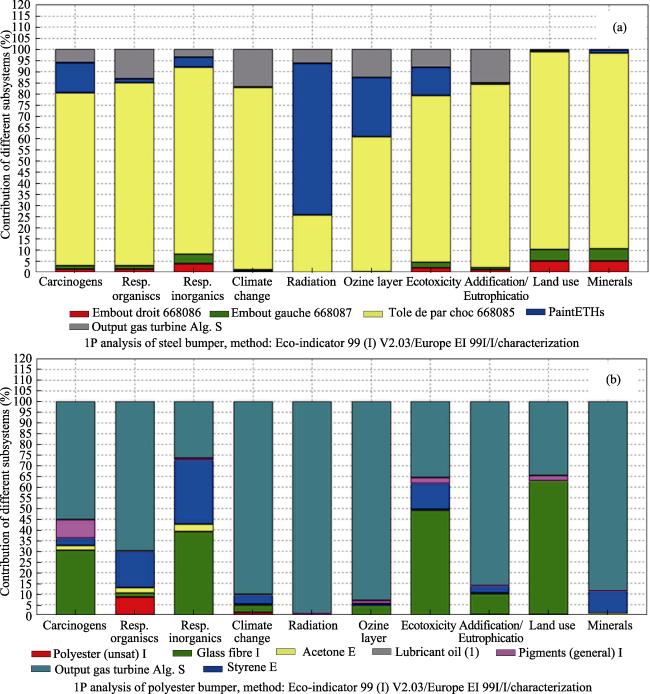
Fig. 5 Contribution of different subsystems to different impact categories: Steel bumper (a) and polyester bumper (b). |
Figure 5 shows the contribution of different subsystems to different impact categories. The main environmental impacts related to the manufacture of the steel bumper are as follows (using the eco-indicator 99 method,
Fig. 5a):
Carcinogenic substances (local or regional effect), mainly generated by steel sheet (more than 75%) and paint.
Organic substances (local or regional effect), mainly generated by metal sheet and the use of electricity.
Inorganic substances (local or regional effect), mainly generated by steel bumper sheet.
Climate change (global effect), mainly generated by steel sheet (more than 75%) and painting.
Radiation, mainly generated by the use of paint.
Destruction of ozone (overall effect), mainly generated by steel sheet and paint.
Ecotoxicity (local or regional effect), mainly generated by steel sheet and paint.
Acidification (local or regional effect), mainly generated by steel sheet and electricity.
Land use (local or regional effect), mainly generated by steel sheet.
Mineral substances, mainly generated by steel sheet.
Most of the related impacts to the manufacture of the steel bumper are attributable to steel sheet is the main metal frame of the studied product, this is explained by the importance of its mass and especially by the amount of data inventoried and used to model the life cycle of the framework.
The main environmental impacts related to the manufacture of the polyester bumper are as follows (using the Eco indicator 99 methods,
Fig. 5b):
Carcinogenic substances (local or regional effect), mainly generated by fiberglass (30%) and electricity (55%).
Organic substances (local or regional effect), mainly generated by the use of electricity and the use of styrene.
Inorganic substances (local or regional effect), mainly generated by fiberglass with 40%; and styrene (30%).
Climate change (global effect), mainly generated by the use of electricity.
Radiation, mainly generated by the use of electricity.
Destruction of ozone (global effect), mainly generated by the use of electricity.
Ecotoxicity (local or regional effect), mainly generated by fiberglass.
Acidification (local or regional effect), mainly generated by electricity.
Land use (local or regional effect), mainly generated by fiberglass.
Mineral substances, the use of electricity.
For our study we will try to compare for the two products only three environmental impacts that are:
Carcinogenic substances (local or regional effect).
Inorganic substances (local or regional effect).
Climate change (global effect).
These indicators were chosen in collaboration with the HSE team of the company and the head of occupational medicine in the industrial zone. Why this choice? The site visits allowed us to notice that for the polyester workshop, the company went from the manufacture of small parts to large parts such as hoods and bumpers, unfortunately the workshop was not prepared for this change, so we end up with more raw materials to process and more waste to evacuate. In addition, several research projects were carried out for this workshop, but they dealt with the risks related to chemicals used, in particular resin and additives.
For the first impact, carcinogenic substances, we notice that it is attributable to the metal sheet given its weight and inventories data for the steel bumper and carcinogens are mainly due to fiberglass and electricity for the polyester bumper.
The second impact, inorganic substances (local or regional effect), mainly generated by the metal sheet (80%) for the steel bumper and they are due to fiberglass for the bumper polyester (40%).
The third impact, climate change (global effect), mainly generated by metal sheet for the steel bumper (83%) and for the polyester bumper, it is due to the use of electricity (90%).
We can conclude for this first part, that indeed the change of materials and processes, has led to environmental benefits including the global impact “climate change”, effectively the substitution of steel with polyester allowed a decrease in weight of the bumper of 10 kg, which means a reduction of at least 1 gr of CO2 km-1 for a bumper. In addition to lightening the weight of vehicles resulting in fuel economy (rejected CO2 reduction), polyester offers other advantages: Greater freedom of design, lower costs, increased safety in case of shocks, and better comfort for users. Unfortunately, this change can have a negative impact on the health of workers, since it is noted that the risk of cancer and inorganic products are mainly due to fiberglass and styrene.
The exploitation of the results of studies carried out by the occupational medicine within the SNVI allowed us to note that there were a good number of cases among the workers of the polyester workshop who suffered from dermatosis and various irritations. At this stage of the study, we have asked the following question: polyester as a substitute material and contact molding as a manufacturing process is it the best solution to address the environmental problematic, despite the fact that the company owns a polyester workshop and measures the manufacturing process.
The results led us to make a dust analysis battery of the polyester workshop in order to confirm the results of the LCA study.
Table 4 Chemical composition in cutting and preparation of fiberglass |
| Chemical composition | Concentration (%) |
| MgO | 1.141 |
| Al2O3 | 10.298 |
| SiO2 | 44.161 |
| SO3 | 0.764 |
| K2O | 0.476 |
| CaO | 35.048 |
| Fe2O3 | 1.872 |
a) Dust sampling protocol
In order to analyze the dust for the three workplace, we collected the amount of dust required in resealable bags after a determined period of work and this was followed by the recommendations of the body (laboratory) which carried out the analyzes (Chemical composition, particle size and X-Ray Diffraction). For this study, three positions were chosen:
- Workstation 1: cutting and preparation of fiberglass;
- Workstation 2: deburring the finished part;
- Workstation 3: finishing.
Table 4 shows the chemical composition in cutting and preparation of fiberglass,
Table 5 shows the Chemical composition in deburring the finished part, and
Table 6 shows the Chemical composition in finishing part.
Table 5 Chemical composition in deburring finished part |
| Chemical composition | Concentration (%) |
| MgO | 0.230 |
| Al2O3 | 1.775 |
| SiO2 | 7.314 |
| P2O5 | 0.910 |
| SO3 | 0.118 |
| K2O | 0.118 |
| CaO | 7.488 |
| TiO2 | 0.630 |
| Fe2O3 | 0.448 |
| Cl | 13.770 |
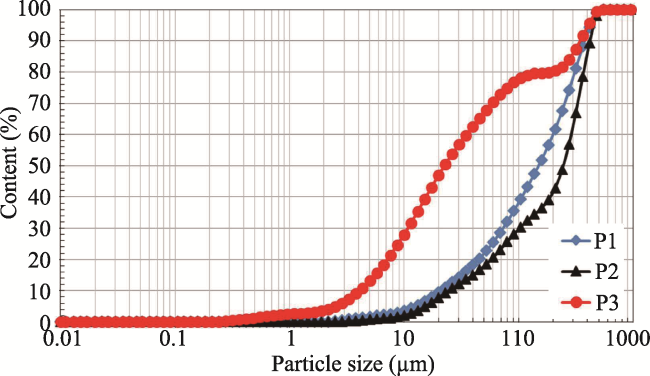
c) Particle sizes of studied dusts
The
Fig. 6 shows the particle size distribution of the dust for each workstation (P1, P2 and P3) in the polyester workshop obtained by Laser granulometer. It is remarkable that the dust of station 3 contains more fine than that of the other stations. Indeed, the particles having a diameter <10 μm represent more than 30% in the dust of the post and those of the other stations represent only 5% (see
Fig. 6).
Table 6 Chemical composition in finishing part |
| Chemical composition | Concentration (%) |
| Cr2O3 | 0.010 |
| MgO | 0.087 |
| Al2O3 | 0.598 |
| SiO2 | 2.656 |
| P2O5 | 0.460 |
| SO3 | 0.088 |
| CaO | 4.498 |
| TiO2 | 0.371 |
| Fe2O3 | 0.698 |
| PbO | 3.673 |
| Cl | 8.981 |
We note that the dust from the P3 workstation is loaded with silica contained in the fiberglass (see
Fig. 6). Indeed, the presence of silica in the dust of station P3 is due to the completion of the part during the manufacture of bumpers of the vehicle.
Fig. 6 Particle sizes of studied dusts |
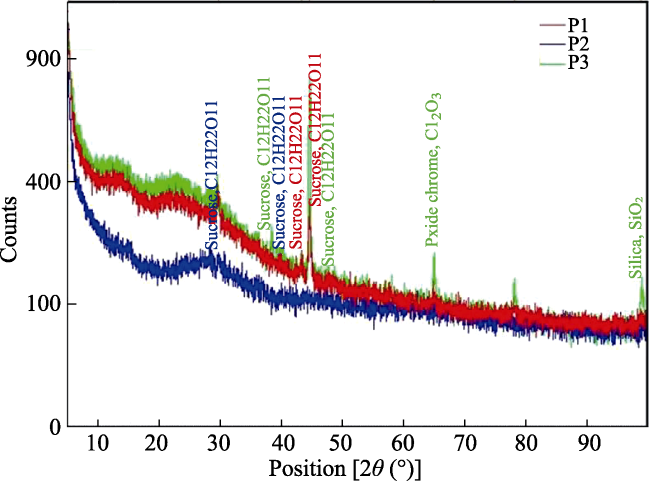
d) XRD analysis of studied Dusts
From each workstation, studied dusts were analyzed by XRD (X-Ray Diffraction) to identify presence of the chemical element content in particular the silica (
Fig. 7). The obtained results are given in
Fig. 7. According to results, it is clearly that presence of silica was identified and observed in P3 workstation compared to other workstations. Also, it is noted that peak of Chrome oxide was observed in P3 workstation.
The route of entry of crystalline silica into the body is the respiratory tract. Dangerous dust is the one with the smallest dimensions, which can reach and settle in the lungs.
Crystalline silica dust can induce eye and respiratory tract irritation, chronic bronchitis, and irreversible pulmonary fibrosis called silicosis. This serious and debilitating pulmonary involvement generally appears only after several years of exposure and its evolution continues even after cessation of exposure.
It can also be noted, given the chemical composition and the XRD, the presence of certain other toxic elements, with important percentages such as:
- The content of CaO is 35% in P1, 7% in P2 and 5% in P3, knowing that this substance is classified as irritating to the skin and respiratory tract, and carries a risk of serious eye damage,
- The content of PbO is almost 4% in P3, knowing that it presents a risk during pregnancy, possible risk of impaired fertility. It is harmful by inhalation and ingestion with the danger of cumulative effects.
Fig. 7 X-ray diffraction pattern of studied dusts |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}